High Temperature Ball Valve Design and Material Selection Guide | 250°C-1000°C Industrial Solutions
1. Overview
The sealing pair of conventional soft-seal ball valves is made of non-metallic materials including rubber, PTFE and PEEK, which cannot withstand operating temperatures above 250°C. Sustained high temperature alters physical and chemical properties of metal components, triggering thermal expansion mismatch between the ball and seat, surface oxidation, creep relaxation and reduced hardness. Industrial high temperature ball valves — the mainstream hard-seal isolation equipment for heat medium pipelines — are engineered for high-temperature steam, thermal oil, molten salt and hot gas services from 250°C to 1000°C.
High-temperature ball valves serve harsh industrial working conditions featuring high medium temperature, frequent pressure fluctuations and severe thermal expansion challenges. This article systematically covers material selection, core design notes, specialized structures and engineering case validation to support B2B procurement and custom valve manufacturing.
2. Material Selection for High Temperature Ball Valve
2.1 Body and Internal Trim Material Matching
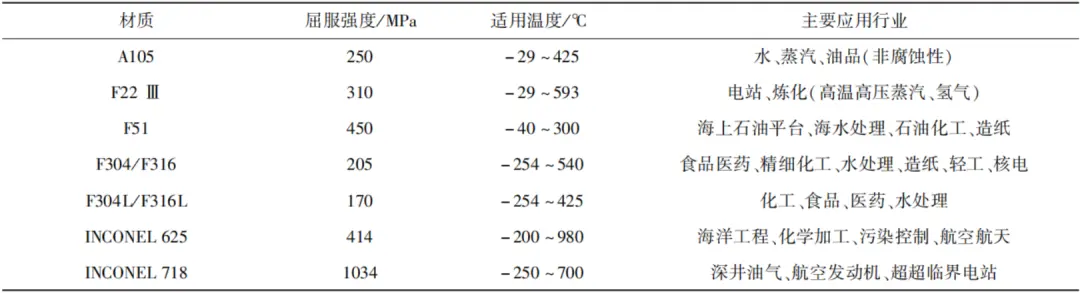
Metal materials for high temperature ball valves must possess excellent high-temperature oxidation resistance, anti-creep strength, thermal fatigue resistance and structural stability. Material selection directly determines the maximum allowable working temperature and service life.
2.2 Ball and Seat Surface Hard Overlay Material
To extend service life under high temp, high pressure and corrosive particle-laden conditions, the ball and seat sealing surfaces must receive hard overlay treatment. Common processes include:
| Coating Material | Hardness | Max Temp | Best For |
|---|---|---|---|
| Chromium Carbide (CrC) | HV 800-1000 | 550°C | Steam, thermal oil, clean gas (250-550°C) |
| Tungsten Carbide (WC) | HV 1100-1400 | 800°C | Particle-laden gas-solid flow, erosive service |
| Stellite 6/21 | HV 350-500 | 650°C | Metal-seated valves, thermal cycling duty |
| NiCrBSi Laser Cladding | HV 600-800 | 700°C | Rapid temperature cycling, thermal shock conditions |

2.3 Supporting Fastener Material
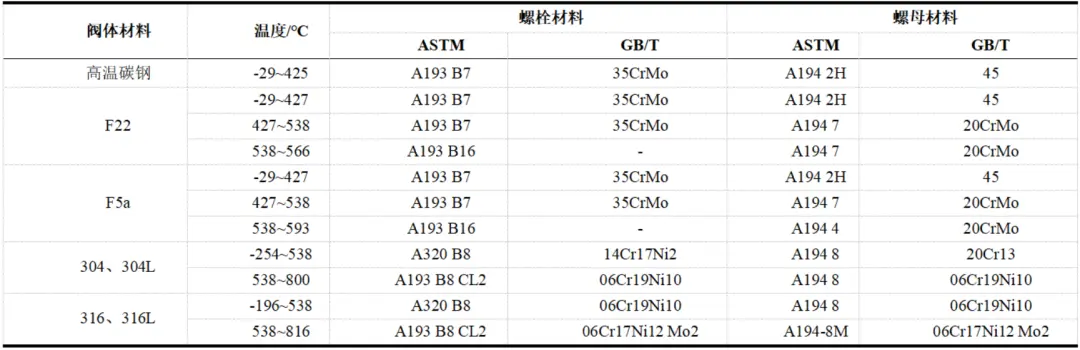
High-temperature flange bolts and nuts shall match body alloy grade to maintain stable pre-tightening force without creep elongation. A193 B7 bolts + A194 7 nuts for up to 450°C; A193 B16 (Cr-Mo-V) for 450-550°C; Inconel 718 bolts for 550°C+ service.
| Bolt Grade | Nut Grade | Max Temp | Application |
|---|---|---|---|
| A193 B7 | A194 2H | 450°C | General carbon/alloy steel flanges |
| A193 B16 (Cr-Mo-V) | A194 7 | 550°C | Chrome-moly body, high-temp steam |
| Inconel 718 | Inconel 718 | 700°C | Extreme high-temp, corrosive environment |
3. Core Design Notes for High Temperature Ball Valve
3.1 Heat Dissipation and Thermal Insulation Structural Design
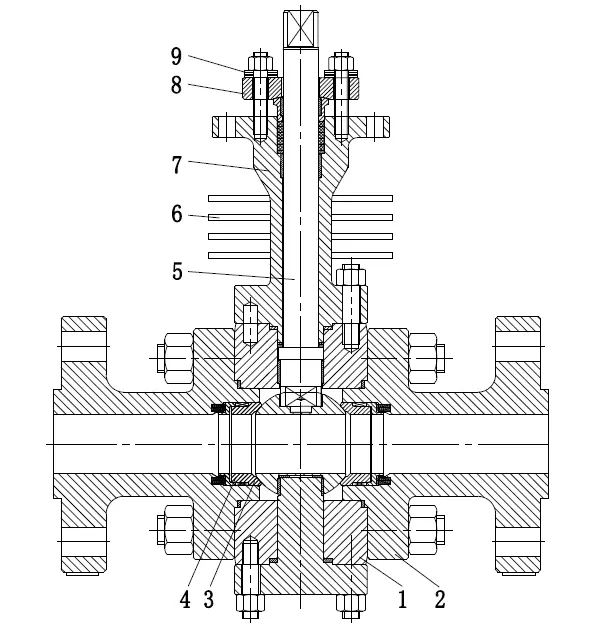
For working medium temperature above 400°C, an extended heat dissipation gland is mandatory. The lengthened bonnet neck moves the packing gland away from the high-temperature zone, ensuring packing area temperature stays below 200°C for reliable stem sealing. For ultra-high temperature conditions ≥800°C (metallurgical flue gas, FCC reaction pipelines), water-cooled jackets or internal refractory lining insulation structures reduce valve surface temperature and protect actuator components.
Passive heat dissipation fins — cast or machined circumferential fins on the bonnet extension — increase natural convection surface area by 3-5 times, effectively reducing packing chamber temperature without external energy consumption.
4. Special Optimized Structures for High Temperature Ball Valve
4.1 Self-Tightening Floating Hard Seal Structure
This design adopts bonnet hardfaced sealing surface or combined seat + graphite ring forced sealing. Medium pressure pushes the floating ball against the downstream seat, creating a pressure-assisted seal that increases sealing force proportionally with system pressure — ideal for high-temperature steam isolation where traditional soft seats would fail.
4.2 Track Anti-Friction Structure
The track ball valve follows a “separate first, rotate later” operating logic. When opening, the ball axially separates from the valve seat before rotating 90°, completely eliminating seat-ball sliding friction. This dramatically reduces operating torque (by 60-80% vs conventional designs) and extends seat life in high-temperature services where galling and seizure are common failure modes.
4.3 Wedge Thermal Compensation Structure
The wedge sealing pair consists of a 5°-15° taper wedge plug and matched valve seat, forming line-contact narrow-face sealing. When temperature fluctuates, the wedge geometry automatically compensates for differential thermal expansion between the plug and body, maintaining consistent sealing specific pressure without manual adjustment — a critical feature for cyclic high-temperature processes.
5. Engineering Case: 510°C Steam High Temperature Ball Valve Design
A practical project: 2-inch ASME flange end, design pressure 7.2 MPa, medium: saturated steam at 510°C. The integral structural design features:
| Component | Material | Feature |
|---|---|---|
| Valve Body | A182 F22 Chrome-Moly Forged Steel | Cr₂O₃ passivation layer for steam corrosion resistance |
| Ball and Seat Base | Inconel 625 + Chromium Carbide (CrC) coating | Outstanding high-temp hardness retention and corrosion resistance |
| Valve Stem | Inconel 718 (Precipitation Hardening) | Nb-Mo precipitated phase; high hardness and fatigue strength above 500°C |
| Fasteners | A193 B7 bolt + A194 7 nut | Matched with F22 body for stable pre-tightening |
| Heat Dissipation | Extended gland + machined circumferential fins | Keeps packing zone below 200°C |
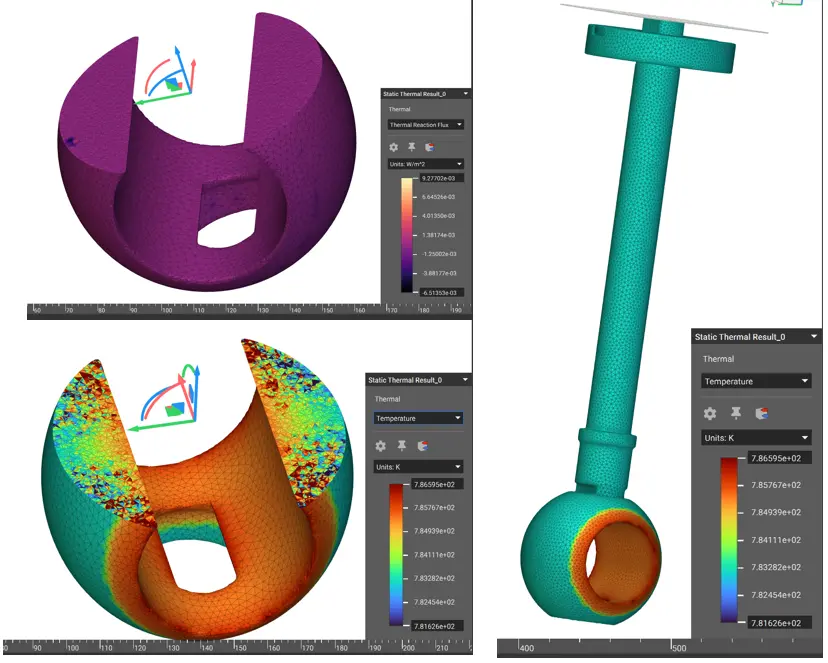
6. Thermo-Mechanical Coupling Finite Element Analysis
Finite element simulation applies coupled temperature field and mechanical load — internal pressure + thermal stress — to numerically verify the valve’s structural integrity. Uneven temperature fields generate thermal stress, which is the dominant failure cause for high-temperature ball valves. FEA data verification confirms: stem surrounding gland stress reaches 400 MPa under 510°C compound load — below Inconel 718 yield strength of 1034 MPa at this temperature — verifying the design with a safety factor exceeding 2.5.
7. Conclusion and B2B Engineering Suggestion
This article addresses common high-temperature ball valve defects including seal failure, switching jamming and material thermal degradation through systematic material selection, structural optimization and FEA numerical verification. Key design principles — extended heat dissipation gland, CrC/WC hard coating, track anti-friction structure, and wedge thermal compensation — form a complete engineering framework for B2B buyers and EPC engineers specifying high-temperature ball valves from 250°C to 1000°C.
Frequently Asked Questions
Q1: What material is best for 500°C high temperature steam ball valve?
A182 F22 forged chrome-moly steel body + Inconel 625 ball + Inconel 718 stem is the most cost-effective matched grade for 450-550°C saturated and superheated steam service. For 550°C+, upgrade to Inconel 718 body with Stellite 6 hardfacing.
Q2: How to prevent high temperature ball valve jamming above 400°C?
Adopt reserved thermal expansion clearance, extended heat dissipation gland, track anti-friction structure and disc spring compensation assembly. Track ball valves eliminate seat-ball sliding friction entirely — the most effective anti-jamming solution for high-temperature cyclic service.
Q3: Can you customize 1000°C ultra-high temperature gas ball valve?
Yes. We supply custom water-cooled hard seal ball valves with reinforced heat-resistant stems, ceramic-lined or refractory-insulated bodies, and Inconel 718/Alloy X internals for metallurgical flue gas, FCC reactor, and aerospace test bench applications. Support 1-second fast switching with full DCS integration.
Q4: What is the difference between floating ball and trunnion ball for high temp service?
Floating ball designs are simpler and cost-effective for DN≤150, Class≤600, but the ball is pressed against the downstream seat by medium pressure — higher torque at high differential pressure. Trunnion-mounted balls with spring-loaded seats provide consistent low operating torque regardless of pressure, preferred for DN≥200 or Class 900+ high-temperature applications.
Q5: Why choose Inconel 625 for ball and seat base material?
Inconel 625 features outstanding high-temperature hardness retention (HV 280-320 at 500°C), excellent oxidation resistance up to 980°C, and immunity to chloride stress corrosion cracking. Combined with CrC or WC hard coating, it provides the optimal balance of corrosion resistance and wear life for high-temperature ball valves in petrochemical and power industries.
Q6: What end connections are available for high temperature ball valves?
Butt-weld ends are standard for high-temperature high-pressure service (ASME Class 600+) — eliminating flange gasket leak paths. Flanged ends per ASME B16.5 are available for Class 150-300. RTJ (Ring Type Joint) flanges are specified for Class 900+ to prevent thermal cycle gasket relaxation.
Q7: How to verify high temperature ball valve structural integrity before procurement?
Request FEA analysis reports showing thermal-mechanical coupling simulation results, material test certificates per EN 10204 3.2, hydrostatic shell test at 1.5x design pressure per API 598, and production weld procedure qualification records (WPQR). For critical services, specify third-party inspection by SGS, Bureau Veritas or TÜV.
Q8: Can you provide complete high temperature ball valve solutions for EPC projects?
Yes. We deliver one-stop solutions: free working condition analysis and material grade recommendation, custom valve design with FEA verification, CrC/WC hard coating application, extended heat dissipation gland manufacturing, actuator sizing and integration, full EN 10204 3.2 documentation packages, and third-party inspection coordination. Contact our engineering team for project quotation.
For technical inquiries, custom valve solutions, or bulk procurement, contact our engineering team. Browse our full high-temperature ball valve range or contact our engineering team.

